In het bijschrift van de constructietekening is aangegeven dat de romp opgebouwd wordt uit latten met een afmeting van 1 1/8″ x 1 1/2″ (30 x 40 mm) die convex en concaaf geschaafd zijn. Deze latten worden daarna bekleed met twee lagen biaxiaal glasweefsel. (zie tekst bij de dwarsdoorsnede hieronder). In een detailtekening van de aansluiting tussen dek en romp is te zien hoe deze lattenbouw er dan uit ziet.
Met het ontwerp werd ook een aparte ontwerp notitie meegeleverd. Hierin geeft de ontwerper, Antonio Dias, aan dat het ontwerp weliswaar als composiet (hout/epoxy) gebouwd kan worden, maar dat hij tegenwoordig de voorkeur geeft aan een meer traditionele bouwwijze met planken op spanten. En dat het geleverde ontwerp eenvoudig is aan te passen naar deze traditionele bouwwijze, waarbij de bouwer veel minder blootgesteld wordt aan de schadelijke effecten van epoxy damp en schuurstof. Bovendien heeft hij zijn twijfels bij de levensduur van composiet gebouwde boten.
Hoewel ik wel mensen ken die een allergie voor epoxy ontwikkeld hebben, heb ik er zelf tot nu toe geen last van. Ondanks vrij intensief gebruik van epoxy bij de restauratie van de Albert, waar ik epoxy als de belangrijkste lijmsoort gebruikt heb. Antonio Dias heeft volgens mij wel een punt als het gaat om de eenvoud van reparaties bij een traditionele bouwwijze in vergelijking met een composiet gebouwde boot. Anderzijds hoop ik toch dat een serieuze reparatie van de romp niet snel nodig zal zijn. En onze ervaring met de traditioneel gebouwde Lillibullero is dat deze toch behoorlijk intensief onderhoud aan de romp nodig blijf hebben, terwijl we bij de Albert die voorzien is van een enkele laag glasweefsel met epoxy tot nu toe nauwelijks onderhoud aan de romp hebben. Ook vrees ik dat het aanpassen van het ontwerp aan een traditionele bouwwijze een grotere ingreep is dan Antonio Dias in zijn ontwerpnotitie doet voorkomen. Ik denk daarbij dan aan aanpassing van de huiddikte, zwaardere spanten en extra en zwaardere knieën om de stijfheid van de de romp-dek verbinding te garanderen.
Kortom: ik houd vast aan het oorspronkelijke ontwerp met latten van 30×40 mm die bekleed worden met glasweefsel en epoxy.
constructietekening - dwarsdoorsnede romp
ontwerptekening - detail hol/bol
De (mijn) theorie van hol-bol
Bij lattenbouw is het natuurlijk wel de vraag welke ronding aangehouden moet worden als de latten hol-bol toegepast worden.
Een kleine rondgang op het internet leverde weinig op. De hol-bol lattenbouw methode lijkt daar voorbehouden aan kleinere boten. De firma MacBoat verkoopt standaard latten met dikten van 6,35 en 10 mm. Andere maten op aanvraag. Zij gaan daarbij uit van red ceder latten terwijl het Brigadier ontwerp van Vera gebaseerd is op Douglas hout. Red ceder is veel duurzamer, maar ook veel duurder dan douglas. Dus dat gaat niet door. De bootbouwer verkoopt speciale frezen voor het hol-bol maken van latten. Maar ook zij gaan uit van latten met een dikte van 6,35 mm.
Het lijkt erop dat ik vanuit kostenoogpunt en beschikbaarheid de latten zelf op maat moet maken en zelf de bijbehorende bolling moet bepalen.
Hieronder een vergelijking van verschillende opties ten aanzien van de bolling.
rechthoekige latten
De eenvoudigste oplossing is natuurlijk om de latten in het geheel niet hol-bol te maken, maar gewoon rechthoekige latten van 30×40 mm te gebruiken.
Eigenlijk is hier sprake van smalle planken, waarbij er een V-vormige naad zal ontstaan wanneer de planken op een rond lopend spant gemonteerd worden.
Deze naad is bij de smalle latten van 40 mm te klein om met een aparte V-vormige lat dicht te lijmen en moet dus met een dikke epoxy massa dichtgelijmd worden. Dat vraagt relatief veel expoxy.
rechthoekige latten 30x40 mm
ronding met radius van 15 mm
Wanneer we voor latten met een dikte van 30 mm voorzien van een ronding met radius van 15 mm, dan sluiten de latten perfect op elkaar aan, ook wanneer ze langs een rond lopend spant gemonteerd worden.
Door het hol-bol maken van de latten houden verliezen we alleen wel wat hout. Van een lat met een breedte van 40 mm houden we een werkende breedte van 25 mm over. Maar het contactoppervlak voor de lijm is wel veel groter dan bij de rechthoekige latten.
hol bol latten 30x40 met profiel R=15
ronding met een radius van 40 mm
Door de latten te voorzien van een grotere radius van 40 mm is het verlies aan werkende breedte per lat een stuk kleiner dan bij de radius van 15 mm. Dit scheel 12 mm pet lat!
En de latten sluiten net zo goed op elkaar aan, ook wanneer ze onderling een hoek maken langs een gebogen spant. Alleen sluiten ze minder goed aan op het gebogen spant zelf, wat weer zorgt voor een groter verbruik van lijm (epoxy). En het glad afwerken van de romp leidt tot verlies van dikte van de huis.
hol bol latten 30x40 met profiel R=40
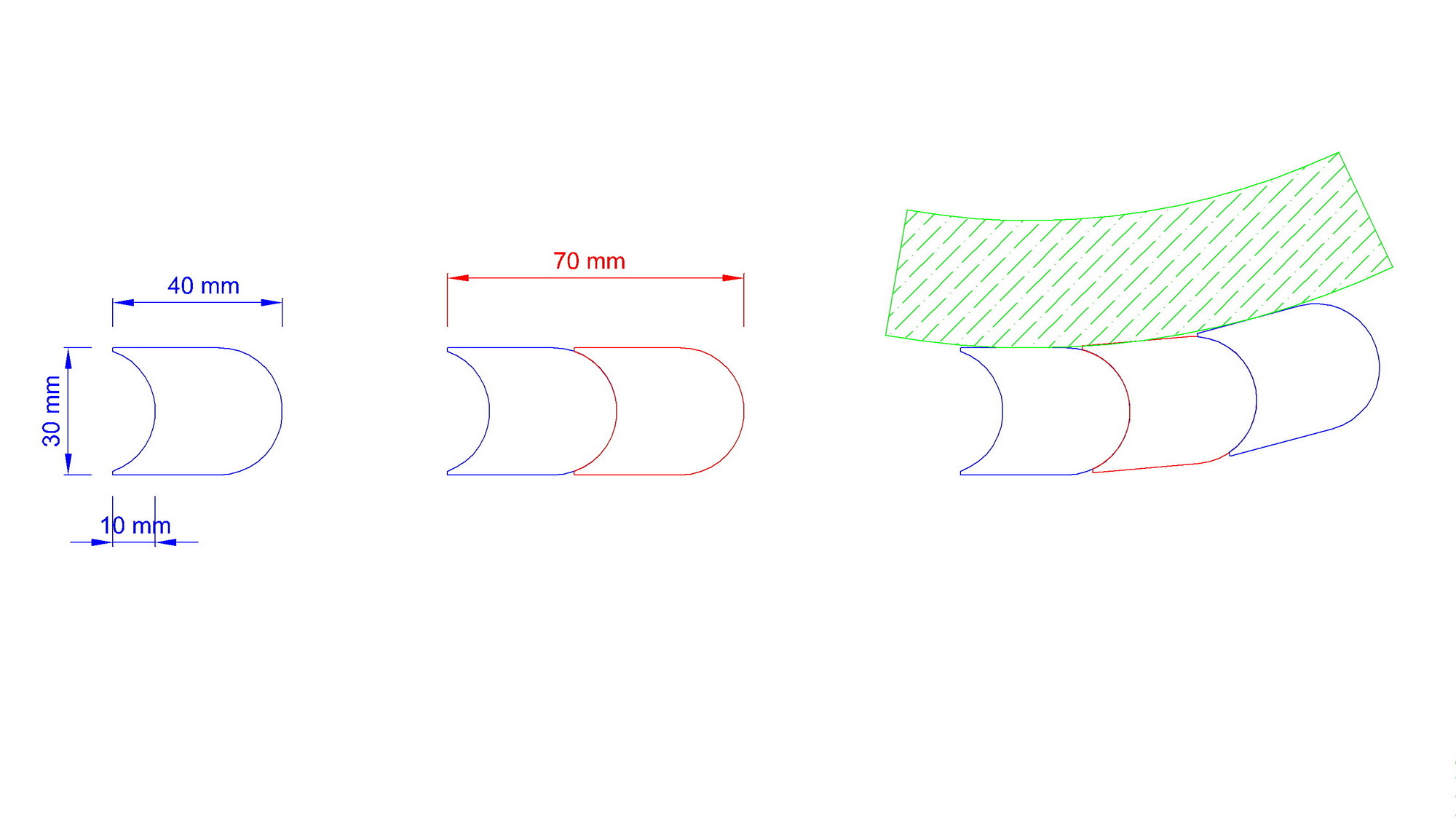
een radius van 15 mm, maar de holle kant slechts 10 mm diep
Als we nu uitgaan van een radius van 15 mm, maar we maken de holle kant niet dieper van 10 mm, dan scheelt dat 5 mm in de werkende breedte per lat.
Passing en aansluiting op het spant zijn net zo goed als bij de latten met een volledige holte van 15 mm.
Alleen ontstaat er nu aan de zijkanten bij de aansluiting van twee latten driehoekige openingen van ca. 5 mm lang en 0,8 mm diep die weer met epoxy gevuld moeten worden. Dit is echter veel minder dan de spleten bij de rechthoekige latten of het effect van de mindere aansluiting bij de latten met een radius van 40 mm.
hol bol latten 30x40 met profiel R=15, holte 10 mm diep
De praktijk
Op basis van de bovenstaande afwegingen zijn we dus gaan werken met latten die aan de ene kant bol gefreesd worden en aan de andere kant hol. Daarbij worden frezen met een afronding met straal van 15 mm gebruikt, maar krijgt de holle kant een beperkte diepte van ca. 10 mm.
In de praktijk past het echter allemaal net iets minder precies dan in de bovenstaande tekeningen. De nauwkeurigheid vande instelling van mijn zaagmachine is beperkt. Dus zowel de breedte als de dikte van de lat wijken tot 0,5 mm af van de theoretische maten en verschillen dus ook iets tussen de verschillende te zagen partijen. Hetzelfde geldt, hoewel met kleinere foutmarges, ook voor de hoogte- en diepte instelling van de freesmachine.
Bovendien gaan de theoretische tekeningen uit van nette rechte latten. In de romp van de boot worden de latten echter in twee richtingen gebogen en ook nog getordeerd. In de lengterichting gezien is de romp niet overal even breed, dus worden de latten in de breedte gebogen om aan te sluiten op de spanten. Bovendien is de romp niet overal even hoog, zodat de latten ook in de hoogte richting gebogen worden. En tenslotte is de romp bij de boeg nagenoeg verticaal, terwijl in het midden de romp in de buik van het schip bijna horizontaal licht. En dat betekent dat de latten tussen de boeg en het brede deel over bijna 90° gedraaid moeten worden. De buiging, en met met name de torsie, die voor iedere lat anders is, en ook nog voor ieder lat zelf verloopt over de lengte van de lat maakt dat de hol-bol verbinding minder mooi past als in de theoretische plaatjes.
De minder dan perfecte passing wordt in de praktijk opgelost door de lijm niet heel dun in de holte te kwasten, maar door in het holle deel de epoxy opgedikt als een pasta aan te brengen. Wanneer het dan toch heel goed aan sluit, dan wordt de lijmpasta wel uit de naad gedrukt, en anders vult ze de eventuele spleten.
Het is wel zo dat de hol-bol aansluiting tussen de latten enorm helpt bij het plaatsen van de latten. Door de bolle kant in de holle kant te drukken, of omgekeerd de holle kant over de bolle kant te drukken, komt de lat bijna als vanzelf in de juiste positie terecht.